


用 Form 4L + Tough 1500 Resin V2 客製化遊艇:Viking Yachts 的應用實例

六年前,Winston Zeberlein 加入 Viking Yachts,目標是將 3D 列印技術導入設計與工程部門。雖然傳統製造方式依然不可或缺,但高度客製化的遊艇零件往往需要一週以上的製作時間,以及數百小時的專業技術勞力。如今,透過 Form 4L 的高速列印、細緻表面與優異材料性能,許多零件——特別是小型玻璃纖維模具與工具——只需一天即可完成,而且人工投入大幅減少。
建造遊艇面臨兩大挑戰:大量的一次性客製化,以及最終產品必須能承受嚴苛的海洋環境,包括紫外線、海水、鹽分與高溫的考驗。憑藉 Form 4L,Zeberlein 成功在時間與材料上取得大幅節省,應用包括:
- 原型製作:例如用於不鏽鋼精密鑄造的模型。
- 玻璃纖維模具與工具:像是以樹脂列印的小型嵌件,用於在複合材料零件中形成特定細節。
- 最終使用零件:使用 高韌性1500樹脂V2 製作的客製化支架、固定座與硬體,能無縫整合至客戶指定的功能,例如音響系統、導航設備與釣魚配件。
Viking Yachts 以高度客製化著稱——沒有兩艘船是一樣的。藉由高韌性1500樹脂V2,他們能夠輕鬆製作一次性專用的硬體或設備選件,後處理需求極低,同時外觀與手感幾乎媲美射出成型件。
Form 4L:免調整即可上手
Zeberlein 在 2013 年購入了他的第一台 3D 列印機,從此便持續投入增材製造領域。他自稱是個「愛鑽研的人」,一開始的興趣就是調整參數、修理機器。
在 Viking Yachts 選擇列印機時,穩定性、速度、尺寸、解析度與材料性能都是關鍵考量。Zeberlein 也指出,比 Form 4L 更大型的機器,價格會大幅提升,而且通常使用雷射 SLA 技術,列印時間動輒增加數小時。相比之下,Form 4L 在速度、成型體積與成本之間達到最佳平衡,堪稱剛剛好。
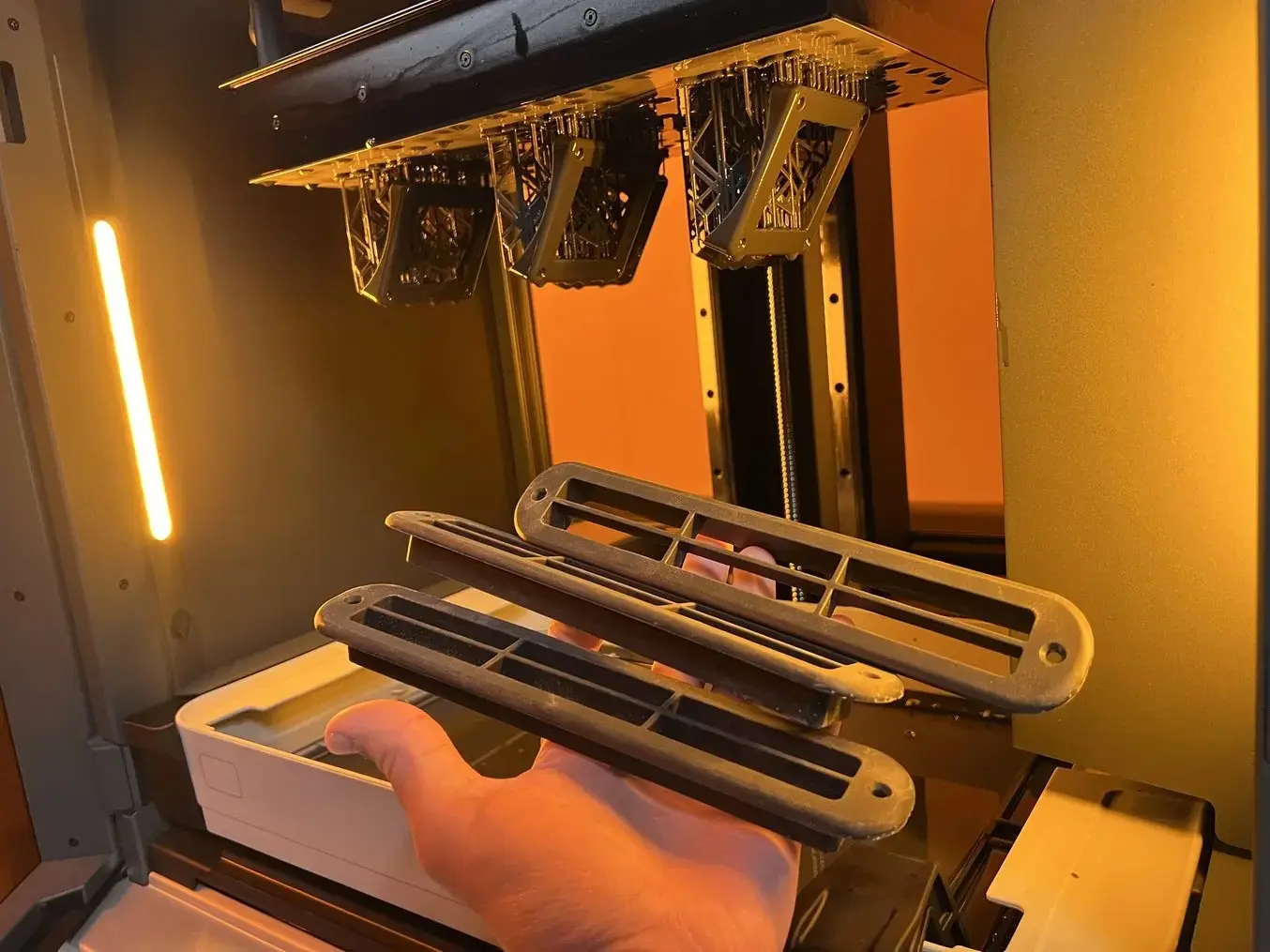
玻璃纖維模具中的擋板與定位塊
所謂 dams(又稱 knockout),是在玻璃纖維模具中用來形成特定結構的部件,能為窗戶、水下燈等元素預留空間。傳統上,它們通常以泡棉或 HDPE 製作,透過手工成形或 CNC 切割完成。然而,泡棉零件需要先以高厚度底漆進行填平,再經過打磨與拋光,整個流程依複雜度可能要花費兩到四天。
Zeberlein 表示:「使用 Form 4L,只需要 4 到 8 小時即可完成列印,之後再花 30 到 45 分鐘拋光。在一天的工時內,我們就能獲得可直接使用的成品。」



Black Resin V5 因為硬度稍高,所以拋光起來比較容易。如果只是一次性的零件,拋光速度會更快,但它相對較脆。相反地,若是要放在生產環境中,可能會被敲擊或掉落,高韌性1500樹脂V2 的耐用性就非常出色。
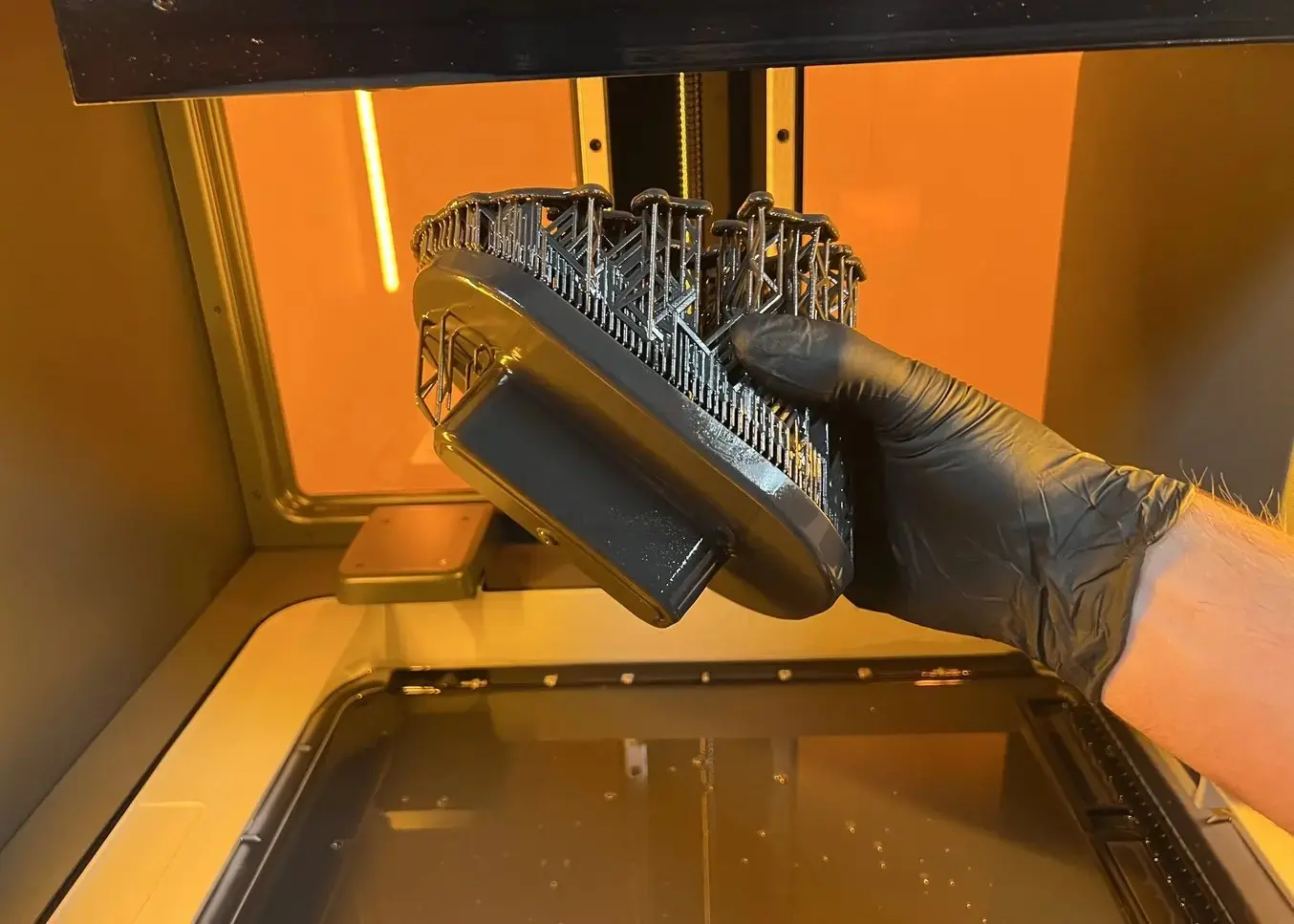
用高韌性1500樹脂V2,實現高強度的最終應用
 在 Form 4L 上使用高韌性1500樹脂V2製作的最終零件,從電氣開關框到冷氣通風口,都能一次完成。
在 Form 4L 上使用高韌性1500樹脂V2製作的最終零件,從電氣開關框到冷氣通風口,都能一次完成。
Zeberlein 在 Viking Yachts 最初是用線材式 3D 列印機開始嘗試 3D 列印。雖然 ASA 材料能抵抗紫外線曝曬,但每一個零件都需要大量打磨,再噴漆才能和船上的其他零件外觀一致。
相較之下,使用 Form 4L 的 遮罩式立體光固化 技術列印出來的零件,表面品質細緻,只需極少的打磨與拋光,就能呈現出類似射出成型件的質感。隨著 高韌性1500樹脂V2 的推出,Zeberlein 能使用到一種在強度、剛性與韌性上都接近聚丙烯(PP)的材料,展現出優異的抗斷裂、抗衝擊與防碎裂能力。在他的實際經驗裡,用 高韌性1500樹脂V2 列印的零件,即使掉落或反覆敲擊,也不會受損。
使用 高韌性1500樹脂V2 列印的最終零件,會再上漆以與遊艇顏色匹配,同時油漆也能提供 UV 防護。自從 高韌性1500樹脂V2 發布後,Zeberlein 也開始進行未上漆零件的 UV 曝曬測試,觀察材料本身對環境的耐受度。截至本文撰寫時,他的零件已經在太陽下曝曬超過四個月,卻仍未出現任何紫外線損傷的跡象。
改變產業的力量
利用傳統方法製作客製化遊艇零件,不僅需要高技術的勞動力,還要投入冗長的工時。和其他產業一樣,3D 列印的引入讓這些零件的打樣更簡單、更快速。然而,當談到最終使用零件的生產時,海事應用要求材料能夠不只抵抗衝擊與日常使用,還必須承受戶外環境的嚴苛考驗。
高韌性1500樹脂V2 正是符合這些需求的材料之一。對 Zeberlein 而言,它的機械性能讓他能直接以 3D 列印方式生產客製化遊艇的最終零件,而所需時間僅是傳統製程的一小部分。

Zeberlein 認為,能直接列印最終使用零件與模具擋板,對海事產業有著重大的意義:能縮短製作時程、減少材料浪費,並幫助具備專業與熱情的技術人員更有效地運用時間與人力。